

静压自动造型线采用吹气预紧实加多触头高压压实造型技术,砂型硬度高、紧实度均匀,合箱精度高,铸件精度高、成品率高。砂型平均硬度90-95,同面硬度差﹤±5,错型量﹤0.3㎜。液压多触头压实、比例减压阀调压,压实比压分区可调,高达1.5Mpa。
控制系统设有工程师站、操作主站及多个机旁从站,各配人机界面,采用工控机、数控、PLC现场总线、伺服技术、比例阀、变频调速、自动检测、计算机监控等先进技术。
全线动作采用电气、液压及气压传动相结合的原则,关键元件采用进口产品,保证生产线运行平稳可靠。
具有全自动、生产率高、铸件精度高、占地面积小、能耗低的优点,是当前较为先进的造型生产线。
适用于大批量高档件的生产,已广泛应用于汽车铸件及其它灰铁、球铁、铸钢件生产。
静压自动造型线技术参数:


造型线主要组成:
造型线主要由造型、下芯合箱、浇注、冷却、落砂五个区段组成。含静压造型主机、全套辅机、铸型输送机、电控液压系统及砂箱、型板框等工艺装备。
静压造型机:主要包括举升工作台、吹气预紧实装置、多触头压实装置、百叶窗式加砂装置、型板回转装置和上机架移动装置等,完成定量加砂、造型、起模和型板转换等工序。
造型线辅机:主要有捅箱机、分箱、提箱、落箱、移箱机、翻箱机、清扫机、合箱机、紧箱及松箱装置、钻气眼装置、铣浇口装置等,完成全线辅助工序。
铸型输送机:主要有转运车、传送推杆、缓冲推杆、台车及定位装置等,用于铸型的自动输送。
控制系统 :设有工程师站、操作主站及多个机旁从站,配人机界面,采用工控机、数控、PLC现场总线、伺服、比例阀、变频调速、自动检测、计算机监控等先进技术,关键元件采用进口产品。
浇注系统:可采用自动(半自动)浇注机完成。
通风除尘系统:主要用于浇注段和冷却段的通风和除尘。
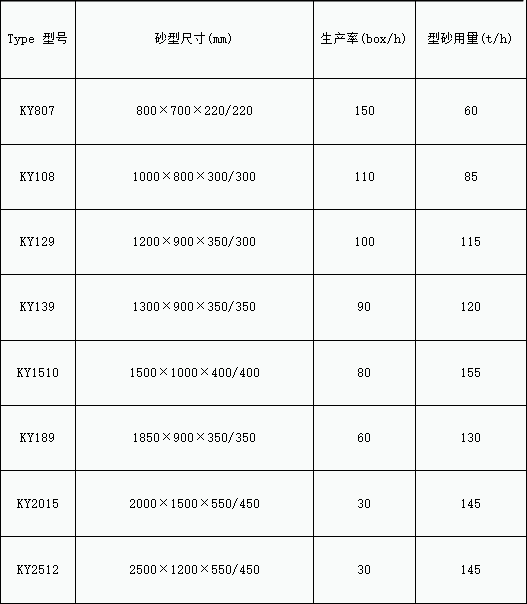
静压造型机工艺过程
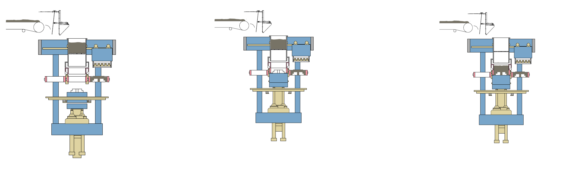
1.进出箱、型板更换 2.上升接箱 3.放砂
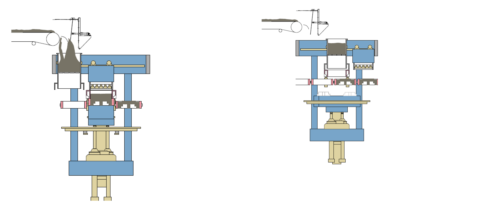
4.多触头移入,顶紧, 吹气,压实 5.回程起模

